

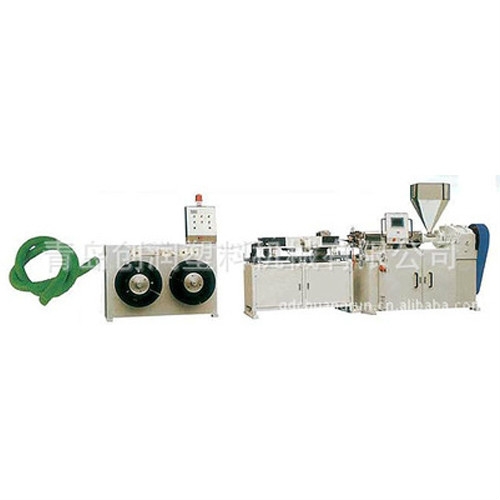
双壁波纹管生产线设备、调试及工艺流程:
1、加热的主要结果如下:(1)挤出机和模头可根据数据设定的温度进行加热,一般约为1.5×2h。(2)模具的一部分在燃烧器的工作温度下均匀烧烤。注意要均匀,否则会形成模具和心轴的变形。(3)用喷灯加热模块,然后均匀烤至约40摄氏度。
2、双壁波纹管生产线模具调整:温度正常时可打开。打开时,首先低速运行,检查模具空白是否均匀,如可调螺钉不均匀,直至均匀。一起检查材料温度是否满足捏合温度,一段时间后间断机器。
3、铁线的引入:坯料均匀性和捏合温度正常后,机器间歇运行,并从线槽中引入线路。出口模具约30mm。
4、双壁波纹管设备检查空气通道:打开手动空气阀,看是否通风,并检查气压。

如何安装双壁波纹管生产线
5、调整成型机前后方向,将成型机推到出模口,按方向关闭两对瓦楞纸块,固定螺栓,检查机头是否敲击。
6、双壁波纹管设备打开:通过气杆将气嘴螺钉拧到型芯模具上。拧紧气杆时,请从成型机的不和中拧紧气杆。两个人操作是必要的。前面的人把气嘴靠在芯棒上,后面的人把气棒穿过成型机的不和,拧在心轴上,然后快速将成型机移到对应的位置,打开主机,铺开空气阀,注意这些动作。有必要抓住机会,记住要注意,然后把铁丝从气杆上穿出来,固定在毛坯上。看看产品的形状。假设波纹过满闪亮,说明气压过高,请稍微调整一下气压。相反,如果双壁波纹管设备不构成波纹,说明气压太小,只能增加气压。假设波纹管壁厚过厚,可以加速成型机的驱动速度,也许可以降低挤出机的驱动速度。相反,如果波纹管太细,成型机的驱动速度可能会变慢,挤出机的驱动速度可能会变快。正常后,速度可以逐渐提高。
7、当双壁波纹管设备管道异常时,可放在卷取机上卷取。注意调整卷取机的卷取变形。不要拧得太紧,不要起皱或变形。
 公司名称:青岛创润塑料机械有限公司
公司名称:青岛创润塑料机械有限公司
 联系电话:138 5422 0678
联系电话:138 5422 0678
 联系电话:138 5422 0678
联系电话:138 5422 0678
 公司传真:86 0532 82218351
公司传真:86 0532 82218351
 公司地址:山东胶州市三里河街道办事处赵家小庄村西
公司地址:山东胶州市三里河街道办事处赵家小庄村西
 关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具
关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具






 鲁公安部备案号:37028102001088
鲁公安部备案号:37028102001088