

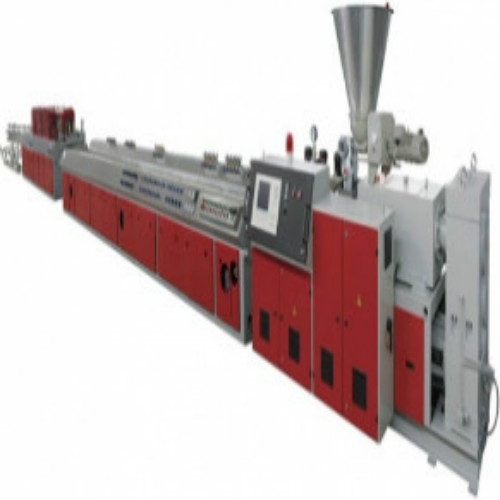
PVC异型材生产线挤出问题汇总;
⑴塑料管材外表面粗糙 调整工艺温度:降低冷却水温,PE管最佳冷却水温为20~25℃;检查水路,是否存在堵塞或水压不足现象;检查机筒、机头等加热圈是否有损坏;调整定径套进水流量;咨询原料供应商,本批次原料参数;检查模具芯部温度,若高于口模区段温度,调低芯部温度;清理模具;

⑵塑料管材外表面出现沟痕 调整定径套出水压力,出水量要求均衡;调整真空定型箱内喷嘴角度,使管材冷却均匀;检查口模、定径套、切割机等硬件是否存在杂物、毛刺等;
⑶内表面出现沟痕 检查内管是否进水,如进水则将刚出口模的管胚捏牢,使其内腔封闭;降低模具内部温度;清理并抛光模具;
⑷管道内部出现抖动环 调整定径套出水,使其出水均匀;调整二室真空度,使后室真空度略高于前室真空度;检查真空密封垫是否过紧;检查PVC管材生产线牵引机有否存在抖动现象;检查主机出料是否均匀; 管材外园尺寸超差 调整真空度大小可改变外园尺寸;调整牵引速度可改变外园尺寸;修正定径套内孔尺寸;
青岛创润塑料机械有限公司是塑料波纹管设备、塑料波纹管模具、双壁波纹管设备、波纹管切割机、波纹管开口机等产品专业生产加工的公司,拥有完整、科学的质量管理体系。青岛创润塑料机械有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
 公司名称:青岛创润塑料机械有限公司
公司名称:青岛创润塑料机械有限公司
 联系电话:138 5422 0678
联系电话:138 5422 0678
 联系电话:138 5422 0678
联系电话:138 5422 0678
 公司传真:86 0532 82218351
公司传真:86 0532 82218351
 公司地址:山东胶州市三里河街道办事处赵家小庄村西
公司地址:山东胶州市三里河街道办事处赵家小庄村西
 关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具
关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具






 鲁公安部备案号:37028102001088
鲁公安部备案号:37028102001088