

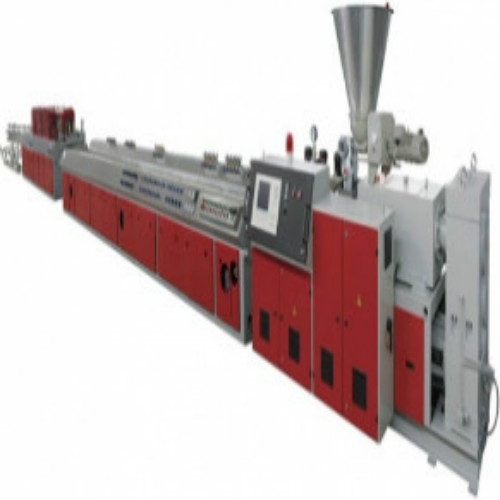
PVC异型材生产线功能介绍
1.原料混合:是将PVC稳定剂.增塑剂.抗氧化剂等其他辅料按比例.该工艺先后加入高速混合机,通过物料与机械的自摩擦将物料加热到设定的工艺温度,再通过冷混合机将物料降至40-50度;这样,就可以加入挤出机的料斗。
2.切割机:行程开关按要求长度控制后,自动切割,延迟翻架,实行流水生产。切割机以定长工开关信号为指令,完成切割全过程,切割过程与管道运行同步。切割过程由电动和气动驱动。切割机配尘装置,及时吸出切割产生的碎屑并回收。

3.挤压模头部分:压实模头部分:.熔融.混炼均化的PVC,后续材料通过螺钉推向模头,挤出模头是管道成型的关键部件。
4.挤出机部分:本机配备定量进料装置,使挤出量与进料量相匹配,保证产品稳定挤出。由于锥形螺钉的特点,进料段直径大,材料的传热面积和剪切速度大,有利于材料的塑化。测量段螺钉直径小,降低了传热面积和熔体的剪切速度,使熔体能在较低的温度下挤出。当螺钉在气缸中旋转时,PVC混合物塑化后推到机头,从而达到压实.熔融.混合均化;实现排气均化;实现排气均化;.脱水加料装置和螺杆驱动装置采用变频调速,可实现同步调速。
5.翻转框架的翻转动作由气缸通过气路控制实现。翻转框架设有限位装置。切割锯切断管道时,管道继续运输。延迟后,气缸进入工作,实现翻转动作,达到卸载目的。卸载后,延迟数秒后自动复位,等待下一个循环。
6.连续使用牵引机.冷却变硬的管道自动从机头引出,变频调速。
7.真空定型水箱pvc塑料管设备的定型.冷却、真空定型水箱配备定型冷却真空系统和水循环系统、不锈钢箱、循环水喷淋冷却、真空定型水箱配备前后移动装置和左右.高低调整手动装置。
 公司名称:青岛创润塑料机械有限公司
公司名称:青岛创润塑料机械有限公司
 联系电话:138 5422 0678
联系电话:138 5422 0678
 联系电话:138 5422 0678
联系电话:138 5422 0678
 公司传真:86 0532 82218351
公司传真:86 0532 82218351
 公司地址:山东胶州市三里河街道办事处赵家小庄村西
公司地址:山东胶州市三里河街道办事处赵家小庄村西
 关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具
关键词:PVC异型材生产线、波纹管生产线、塑料波纹管模具






 鲁公安部备案号:37028102001088
鲁公安部备案号:37028102001088